
服务热线
86-010-68866139


产品展示PRODUCTS

| 品牌 | 众鑫兴业 | 加工定制 | 是 |
|---|---|---|---|
| 处理浓度 | 99%mg/l | 启燃温度 | 10℃ |
| 处理风量 | 3000-30000m³/h | 适用领域 | 工业有机废气处理 |
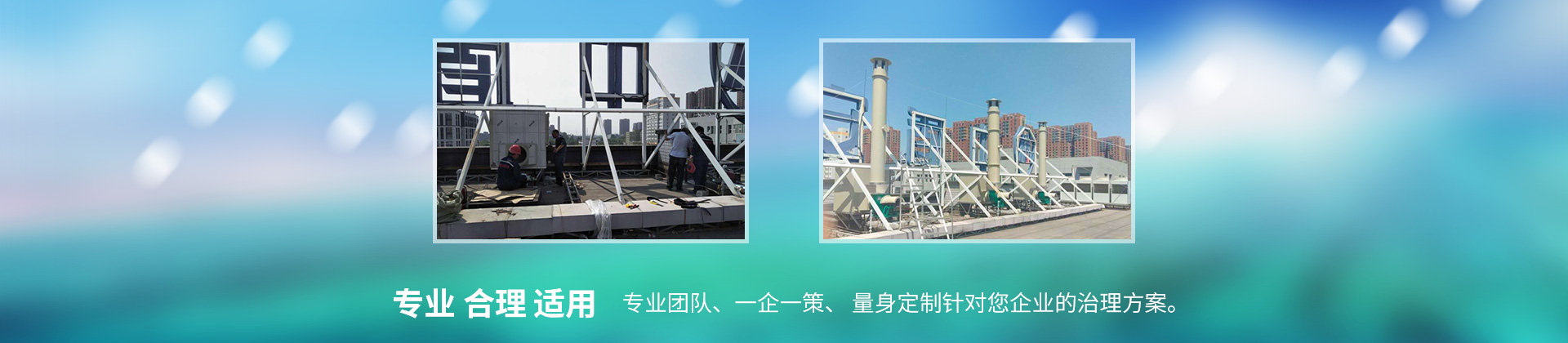
RCO蓄热催化燃烧设备工作原理:
有机废气在风机作用下,经特殊结构的陶瓷蓄热体,气体温度逐渐升高至250~300℃左右进入催化剂床层。在此温度下,废气里的有机物在催化剂的作 用下被氧化成二氧化碳和水,净化后的高温气体进入蓄热陶瓷体,绝大部分的热量被蓄热体吸收,温度降至接近进口的温度后经烟筒排放。
一般情况RCO设备由三个蓄热室构成,废气在PLC程序的控制下,循环执行以下的操作流程:进入已蓄热的蓄热室,使废气得到预热;然后进入氧化室,有机物被净化; 净化后的高温气体由未蓄热的蓄热室吸热后排放,一部分处理后的气体被引回到第三室,吹扫其中残留的未处理废气;在污染物去除效率要求不高的情况下,为节省资金,也可设计成两室结构;
RCO蓄热催化燃烧设备优势:
1、RCO工艺采用高效催化剂,中低温氧化分解,升温时间短,排烟温度低;
2、采用RCO工艺净化有机废气,可同时去除多种有机污染物,具有工艺流程简单、设备紧凑、运行可靠、使用寿命长等优点;
3、RCO净化效率高;
4、RCO具有运行费用低、操作简便、维护保养易等优点;
5、整个过程无废水产生,净化过程不产生NOX等二次污染;
6、RCO净化设备可与烘箱配套使用,净化后的气体可直接回用到烘箱利用,达到节能减排的目的;
适用范围:
RCO处理技术适用于热回收率需求高的场合,也适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括石油、化工、橡胶、油漆涂料、涂装喷漆、制鞋粘胶、塑胶制品、印铁制罐、印刷油墨、电缆及漆包线等生产线的废气处理,尤其适用于需要热能回收的企业或烘干线废气处理,可将能源回收用于烘干线,从而达到节约能源的目的。可处理的有机物质种类包括苯类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等。
